(本文来自公众号《德辉学堂》)
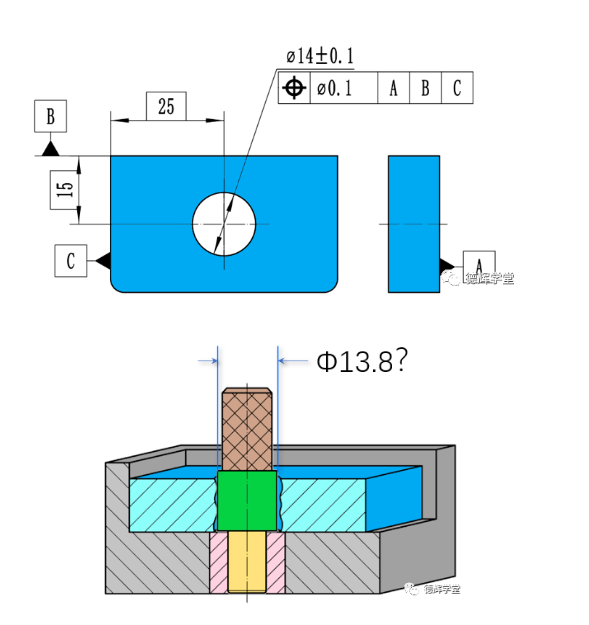
形位公差如果采用了最大实体要求(带M圈),那就意味着可以做检具。那么检具的检测销,它的直径应该设计成为多大呢?比如下面这个图:

图1 零件图纸
图1是一个再平常不过的几何公差要求,所以对这个位置度的检具设计方案也很常见,可以设计成下图中的检具:
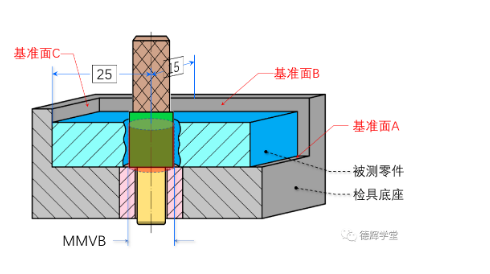
图2 检具方案
本期文章中,我们探讨的重点是上图中的检测销,它的工作部分(绿色部分)该设计成多大?背后的数学逻辑是什么呢?
老套路,本期文章将分为3小节来探讨:
1. 检测销的大小规定
2. 内边界和实效边界的形成
3. 检具检测的数学逻辑
1.检测销大小的标准规定
与往期文章的逻辑稍微有点不一样,本期文章我们先讲结论,再来讨论原因和背后的理论。
我们现在讨论的话题是,图3中,检测销的工作部分(绿色)的大小该如何定义:
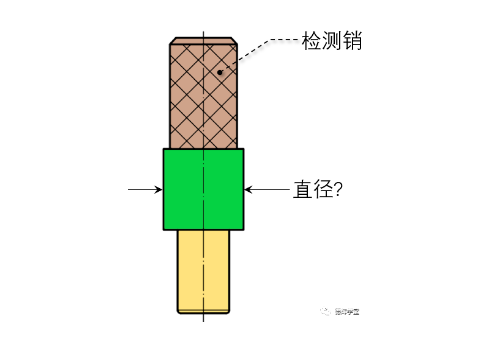
图3 检测销
再多啰嗦一下,图3中,下边黄色部分是导向部分,上边滚花部分是手持部分,中间绿色才是检测部分,我们讨论的就是这个绿色检测部分的直径。
不管是美标Y14.43-2011,还是国标GB/T 8069:1998, 其中对检测销的检测部分都有明确的规定,那就是:
检测部分尺寸=MMVB
MMVB, 又叫最大实体实效边界(或是MMVC,最大实体实效状态,美标又叫VB或者VC),它的大小又该怎么计算的呢?ISO和美标的规范是相同的,公式如下:
对孔:MMVBH=MMC-位置度
对轴:MMVBS=MMC+位置度
举个例子吧,我现在知道图1中的标注如下:
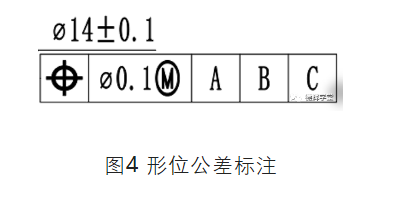
图4 形位公差标注
上图是孔的标注,所以MMC(或叫MMS)的尺寸是13.9,对应的位置度是0.1(注意,MMC不是尺寸的上限,它是轴的上限,而孔却是下限)。
所以有:
MMVB=MMC-位置度=13.9-0.1=13.8
So,关于图1中的位置度,对应的检测销直径就是φ13.8.
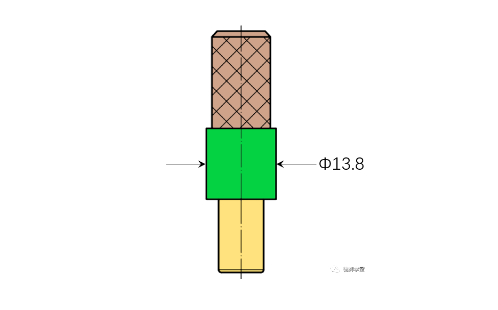
图5 检测销直径
我们在用检具检测的时候,首先将零件的基准ABC靠在检具的定位面(ABC)上,再用这个φ13.8的销子去插被测孔,如果能顺利通过,说明孔的位置度就是合格的,见下面动画:
动画1检测销检测合格零件
欧了,我们到这里就结束了,检具检测销只要按照MMVB的尺寸去设计就行。
没了。
可是,如果我们多一点好奇心,我们不禁要问,为啥啊?为啥检测销能插过去,就表示位置度是合格的呢,后边的逻辑是什么?
要解释这些,并不容易,我们进入下一节。
内边界和实效边界的形成
本节又分两个小节,先讨论内边界的形成,再讨论实效边界。
1. 内边界的形成
我们在工厂里看到的物理检具(就是看到见摸得着的检具,不是虚拟检具),检测的时候,大都是利用边界原理检测的,所以我们首先来认识一下边界。
下图红色的圆表示被测孔,绿色的圆表示公差带。
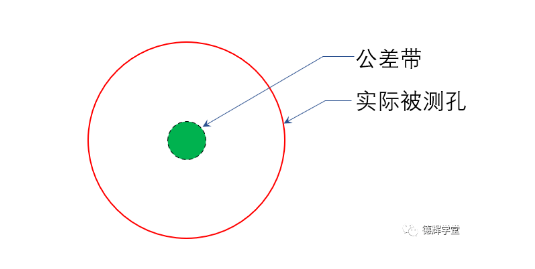
图6 被测孔和公差带
根据形位公差的定义,只要被测要素,也就是上图红色孔的中心轴线,在绿色的公差带里边,产品就是合格的。当然,在现实中,这个过程是随机的。见下图:
动画2被测要素在公差带里
但是,在位置度合格的前提下,我们如果仔细观察被测孔圆周的轨迹,就会发现规律。大家仔细观察下边的动画:
动画3 被测孔的轨迹
动画3中,被测孔在位置度合格的前提下,它“可能”经过的轨迹,其实是一个红色的环带区域。
我们专门来观察一个极端状态,假设被测孔的轴线作死,刚好在公差带的边缘“游走”,然后来看看被测孔的轨迹,见下图。
动画4 被测孔的极端“作死”状态
看到没?这个时候被测孔同样会形成一个红色环带区域。这个区域包含两个边缘,外边的边缘叫外边界OB(Outer Boundary),里边的边缘叫内边界IB(Inner Boundary)。
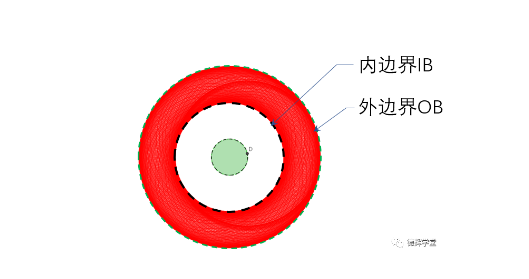
图7 外边界OB和内边界IB
本期文章,我们重点关注这个内边界IB,见图7。
补充一下,图7中,内边界IB, 外边界OB和公差带是理论同心的,我们有时称为“三圆同心”,也就是说,内外边界中心的具体位置,是在理论中心,和公差带一样。
这个特点希望大家记住,很多时候需要用到。
图7中,这个IB内部显然是空心的,没有材料,它是一个可以用来“容纳”轴的空间,就是用来装配的。
在装配设计或者检具检测的时候,工程师们必须要利用到这个空间。那么,这个空间的直径该怎么计算呢?直接上动图解释吧,请大家从头到尾仔细观察:
动画5 内边界大小
大家观察动画5, 内边界IB,实际上是由理论位置的孔,往右边偏半个公差带,再往左边偏半个公差带,形成最里边的一段圆形区域。
所以,我们设被测孔的直径是D, 位置度公差带的直径φ,那么可以得出,内边界IB实际上就是孔径,再减去整个公差带形成的:
IB = D - φ
在动画5中,内边界IB看起来是一个圆,实际上是一个空心的空间,是一个圆柱。见下图:
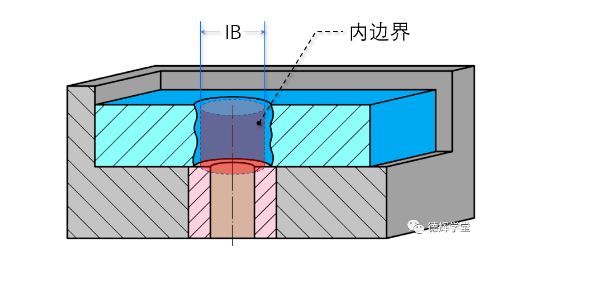
图8 内边界是一个空间
图8中,这个空心的空间实际上就是用来容纳轴的,或者说用来容纳检测销的。
也就是说,如果检测销的直径比内边界IB小,检测销就能顺利插进孔。
图9 检测销和内边界
而根据检具检测的逻辑,只要检测能插进零件的被测孔,该孔的位置度就是合格的。
但是,根据我们目前讲解的知识点,检具检测销能插进被测孔,只能说明检测销的直径(前边讲过,是MMVB)小于等于被测孔的内边界IB,即:
MMVB ≤ IB
这,和被测孔的位置度是否合格还没有关系。
还有,位置度加了M圈后,位置度公差带的大小会随着孔径的大小变化而变化,那么它的边界又是怎样的呢?
2. 最大实体实效边界
本期的案例,零件的几何公差(位置度)采用了最大实体要求,即带了M圈,那么怎么来分析它的内边界IB呢?
图10 几何公差带M圈
带M圈的游戏规则,在本公众号很多地方都讲解过,这里快速过一下,不再花大量篇幅。
如果要有逻辑性的推导边界的来源,必须按照美标推导。ISO的游戏规则不能推导,它只是在ISO2692里做了硬性“规定”(公众号“德辉学堂”往期文章中“ISO/ASME边界之殇”中讨论过这个话题, 文章后边有链接),我们在本文后边会阐述。
根据ASME Y14.5, 几何公差一旦带了M圈,就会产生额外的补偿Bonus(所以供应商看到这个M圈,会觉得很爽)。
Bonus的公式为:
Bonus = 实际孔径 – MMC
上边这个公式对搞质量或者研发的工程师来说,必须记得滚瓜烂熟。
而我们判断一个位置度是否合格的条件是:
实测位置度 ≤ 允许位置度
其中实测位置度是由测量设备得出,比如三坐标测量出来的报告,而允许位置度是由图纸规定。
如果几何公差带了最大实体要求,这个允许位置度则会变大,因为会额外增加一个Bonus。就图10的案例来说,公式如下:
允许位置度 = 0.1 + Bonus
知道供应商为啥爽了么?
我们列个表格来阐述一下,实际孔径,补偿,允许位置度和内边界IB的关系,见图11,相信大家很容易看出其中的规律:
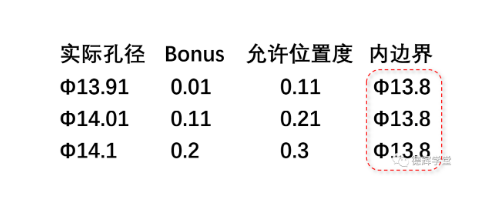
图11 Bonus,允许位置度和内边界的计算
见图11中红框部分,尽管加M圈后,对孔来说,允许位置度随着孔径变化而变化,但是它内边界是固定不变的!它有个重要的名称,就是MMVB,最大实体实效边界(再说一遍,美标叫VB或者VC),它的计算公式是:
MMVB = MMC – 位置度
以图10为例,孔的MMC=14-0.1=13.9,对应的位置度是0.1,所以MMVB为:
MMVB=MMC-位置度=13.9-0.1=13.8
我们接下来要做的事情是,证明检具检测的数学逻辑,也就是证明检具检测的合法性。
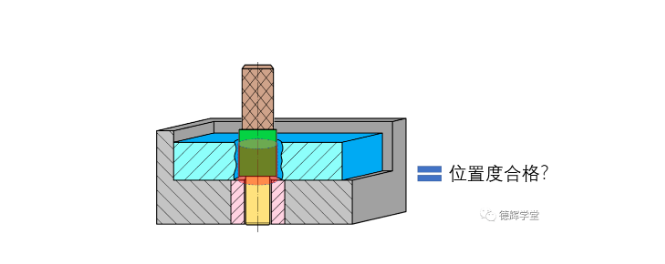
图12 检具插入等于位置度合格?
3. 检具检测的数学逻辑
我们再把刚刚讲过的公式梳理一下:
内边界IB的计算公式:
IB = 实际孔径 -实测位置度 (1)
补偿值的计算公式:
Bonus = 实际孔径 – MMC (2)
允许位置度的计算公式:
允许位置度 = 0.1 + Bonus (3)
有了上面3个公式,我们就可以来证明下边这个命题:
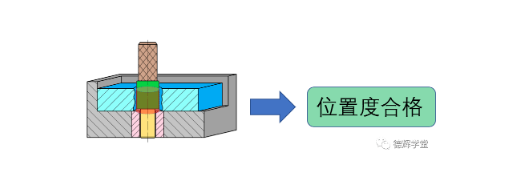
图13 检具能插即位置度合格
首先在图13中,检测销如果能插入被测孔,说明被测孔的内边界IB,一定大于等于检测销的直径,即:
IB ≥ MMVB (4)
再把上边公式(1)和公式(2)代入不等式(4),即IB=实际孔径-实测位置度,MMVB=MMC-0.1带入不等式(4)可以得:
实际孔径 – 实测位置度 ≥ MMC - 0.1 (5)
我们将公式(5)做一个变换(左右调换一下),见下图:
实测孔径 – MMC + 0.1 ≥ 实测位置度 (6)
仔细观察公式(6) ,再结合公式(2)和公式(3),有下面特点:
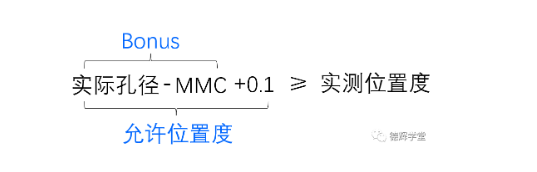
图14 推导的结果
大家仔细观察图14,我们正好能够推导出:实测位置度 ≤ 允许位置度,这个刚好是一个孔位置度合格的条件!
我们把逻辑再理一理:检测销能插,能够推出:IB≥MMVB, 然后能够推出:实测位置度 ≤ 允许位置度,所以位置度合格。
所以,最终结论是,检具能插即位置度合格。见下图:

图15 推导出的结论
到现在,您理解检具检测的数学逻辑了吗?
我们再来说ISO标准。
ISO标准对MMVB的来由是在ISO 2692里边“硬性”规定的,比较流氓,它没有用逻辑推导(也无法推导),如果一个孔的位置度带了M圈,它是这样规定的:
1. 孔径要合格(废话)。
2. 其次,必须存在一个空间叫MMVB(或MMVS), 对孔来说它的计算公式是:
MMVB(MMVS)=MMC(MMS)-位置度
MMVB是一个理想的空间,该空间和基准必须保持理想的方位关系。其实,他说的就是一个内边界IB(还记得三圆同心么)。
3. 该空间(MMVB)里边不能有材料
只要满足上面三个条件(标准是用规则ABCD来约束的),位置度就是合格的。
尽管初看很玄乎,实际上它和美标指的是一回事。见下图:
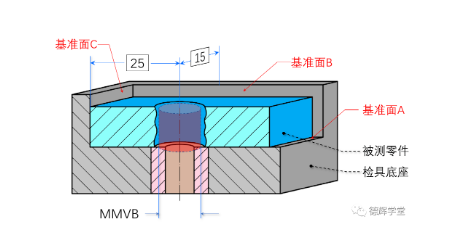
图16 ISO要求存在的一个空心的MMVB空间
图16中的MMVB就是ISO提到的那个空间,只要该圆柱形空间内部没有材料,位置度就是合格的。
而要证明这个空间内部没有材料非常简单,只要在理论位置插入一个直径为MMVB的检测销,检测销能够顺利插入的话,就表示该空间内部没有材料(因为下边有导向,如果有材料,会碰到,肯定插不进去。)。见下图:
图17 用检测销证明MMVB空间的存在
所以根据ISO标准,要设计检具检测销的直径的话,同样按照MMVB来设计。
就本期的案例来说,检测销的直径也必须做成φ13.8.
多一句嘴,因为要求检测销必须在“理论位置”插入,所以检具底座上的导套相对于基准ABC的关系,以及导套和检测销导向部分的间隙,非常非常重要。
好了,到这里,本期的文章就结束了,希望对您有所启发。
内容总结
本期文章的内容比较简单,主要讲述了一下3方面的内容:
1. 检具检测销的直径设计,不管是根据ASME还是ISO标准,检具检测销的直径都是按照MMVB来设计,对孔来说,它的计算公式是MMC-位置度。
2. 边界和实效边界,介绍了根据美标,边界(Boundary)的形成机制和几何意义,以及最大实体实效边界MMVB的计算。
3. 最后简述了检具检测销的数学逻辑,最后得出结论,只要检测销能过,就能证明位置度是满足要求的。
【最后的最后】
本期文章我们重点讨论检具检测的数学逻辑。实际上,还有很多问题没有讨论,比如检测销的直径公差怎么给?导套的位置度怎么给?配合怎么给?这些都是很长的话题,如果大家想知道,欢迎给我们留言,或者直接查阅标准GB/T 8069:1998, 或Y14.43-2011。
最后,留给大家一道思考题,如果位置度不带最大实体(M圈),能做检具吗?如果非要做检具,并且把检测销的直径设计成φ13.8,后果是什么?欢迎你您留言区给我们留言哦。
(本文来自公众号《德辉学堂》,已获得吴德辉老师授权)
文章来源于德辉学堂 ,作者吴德辉
 扫一扫,关注公众号
扫一扫,关注公众号
工作时间:周一至周五 9:00-18:00
联系人:李经理
手机:13119121219/13609159224
邮件:yunzhisun@yunzhisun.com
地址:西安市西咸新区空港新城临空产业园北区3号楼三层
