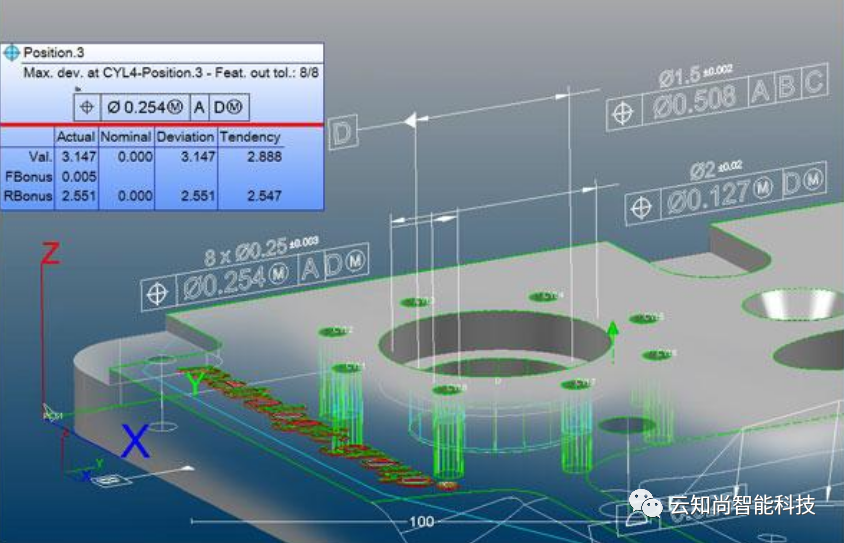
“软件误差”是每个测量机不可避免的。坐标测量机直接测得的是被测工件上一些特征点的坐标位置,需要通过软件运算才能获得被测参数的值。不同软件采用的拟合算法,补偿算法,采样策略不同,带来的不确定度的影响也不同。
影响被测参数测量
不确定度的因素
前面系列文章中,我们主要讨论影响各特征点坐标位置测量误差的各种因素及其合成关系,而不是被测参数的测量不确定度。被测参数的测量不确定度,主要由测得的坐标值的不确定度引起。但它除了与各采样点的坐标值的测量不确定度有关外,还与一系列因素有关。
影响被测参数测量不确定度的因素
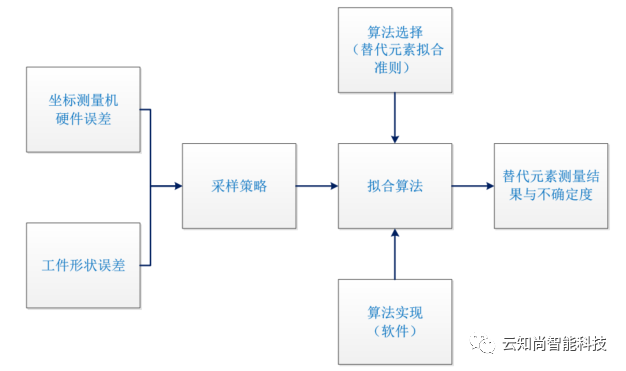
硬件误差既包括坐标测量机的机构误差,也包括力变形误差、热变形误差、测头误差和动态误差。这些因素都会直接影响测得的特征点坐标值。显然,这些点坐标值的测量误差会直接影响测量结果,这是造成被测参数测量不确定度的主要因素。
一般说来,很难对被测元素进行全面完整的测量。以下图 所示测圆的情况为例,常通过测量圆周上的3个或更多的点的坐标测定圆的参数。若圆有形状误差,那么即使测量机完全没有误差,采样点不同时,测得的结果也会不同。这就是说,在用坐标法进行测量时,被测元素的形状误差也会引起被测参数的测量不确定度。
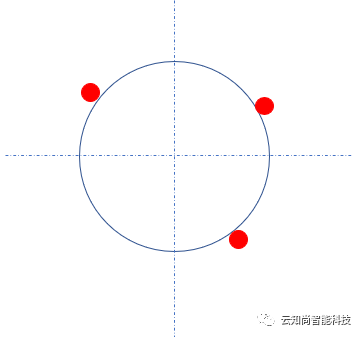
圆的坐标测量
显然,测量结果与采样点数及采样点位置有关。采样点数及其位置的选择称为采样策略。一般说,采样点数越多测量机的硬件误差与工件形状误差影响越小,但耗时越长。此外,测量时间太长还会使温漂增大
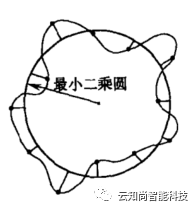
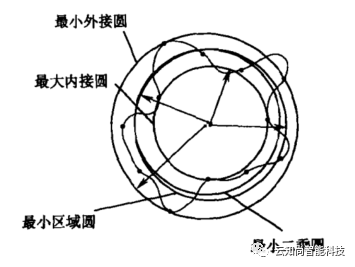
由于被测几何元素不可能是理想元素,在数据处理中总是用一与它同类的替代元素去替代它。这一过程称为拟合。拟合可以采用不同的方法,或者说采用不同的拟合准则。例如在通过测量4个或4个以上点的坐标测量圆的直径或中心位置时,由于坐标测量机的硬件误差和工件的形状误差,一般说来,所测得的各个点的坐标不正好在一个圆上。这时就要用一个替代元素去替代理想元素。这个替代元素应为一个圆,替代元素可以选择最小二乘圆,即让测得的各个点离这个圆的距离平方和为最小,如下图所示;

也可以选用最小区域圆,即从这个圆的圆心出发,画两个同心圆,将全部被测点均包含在这两个圆之间,而这两个圆的径向间距为所有能包含全部测量点的同心圆中最小的一组。最小区域圆为两个同心圆的中间圆,如图所示。
显然,所采用的拟合方法或准则不同,所得的测量结果不同,测量结果的不确定度也不同。在实际中用得最多的是最小二乘法。它给出的是参数平均值。这种方法的主要优点是可以直接按照一定的公式算出符合最小二乘条件的替代元素,不需要搜索,同时个别点的偏差对测量结果影响不大。但需注意,若按照最小二乘条件算出轴的直径小于孔的直径,在实际装配中不一定能顺利进入孔内。因为只要有个别地方轴的尺寸超出孔的尺寸,就不能顺利进行装配。按照顺利进入的要求,对于轴应该采用最小外接圆。对于较长的轴,还应采用最小外接圆柱。对于孔,应采用最大内接圆或最大内接圆柱。
软件误差现状
在坐标测量机中,根据被测元素中若干点的坐标位置,按照一定的拟合准则,通常依靠测量机数据处理软件来求得替代元素及其参数。在进行数据处理过程中,软件也不可避免地带入某些误差,这是三坐标测量机的又一误差源。所选用的拟合准则不同,所采用的软件不同,软件引起的误差也不同。
德国国家物理技术研究院从 1983年起对一些三坐标测量机软件进行测试。将同一组数据分别选用被测试软件与标准软件进行处理,对其处理结果进行比较。在对 17 套软件进行 44 项测试中所获得的 748项结果中,只有 37%是令人满意的,所得的数据处理结果与标准结果相比,线值差不超过 0.1 μm,角度值差不超过 0.1"。18%的结果属第2 类,与标准结果相比,线值差在0.1 um~0.5 um,角度值差在 0.1"~0.5"之间。令人不能容忍的是在 748 项测试结果中有 148项的误差太大,线值差在2μm以上,角度值差在2"以上,占总测试数的 19.8%。另外还有 151 项或是不能计算,或是不能给出完整的结果,占20.2%。后2类合在一起正好占总数的40%。
上述测试是针对基本测量软件进行的,被测元素为直线、平面、圆、圆柱、圆锥和球,被测参数包括这些元素的基本参数与相互关系,采用的评定准则均为最小二乘法。若对一些特殊软件,如对齿轮、螺纹、曲线、曲面测量软件进行考核,或按最小区域法评定,情况会更严重。
软件误差原因分析
软件在数据处理过程中产生较大误差的主要原因如下:
由于某些计算比较复杂,在软件的编制过程中采用了一些近似算法。例如以线性最小二乘法代替非线性最小二乘法。
在误差计算中常常对两个数值很接近的量进行相减,相减中相对误差增大。相减后再进行乘除运算,绝对误差也会增大。
德国国家物理技术研究院在测试中发现,许多软件中对方向余弦的值所给的有效数字位数不够。有不少运算中需要十位小数。
有的软件对“毛刺”十分敏感,即个别值有些偏差就会引起较大的计算误差。
对数据可能产生的各种情况考虑不周。对一类数据能给出较精确的计算结果,而对另一类数据则会产生较大误差,乃至发生差错。
有的软件在迭代搜索过程中收敛性较差,乃至在某些情况下不收敛,无法给出正确计算结果。
不同的测量软件的误差不尽相同,目前业内也没有一个绝对标准的测量软件。对于测量工程师来说,明确知晓不同测量软件之间的差异,尽量对各个厂家的测量软件都能有所了解,明白自己的测量任务中,软件可能会带来哪些不确定度,才是至关重要的。
 扫一扫,关注公众号
扫一扫,关注公众号
工作时间:周一至周五 9:00-18:00
联系人:李经理
手机:13119121219/13609159224
邮件:yunzhisun@yunzhisun.com
地址:西安市西咸新区空港新城临空产业园北区3号楼三层
