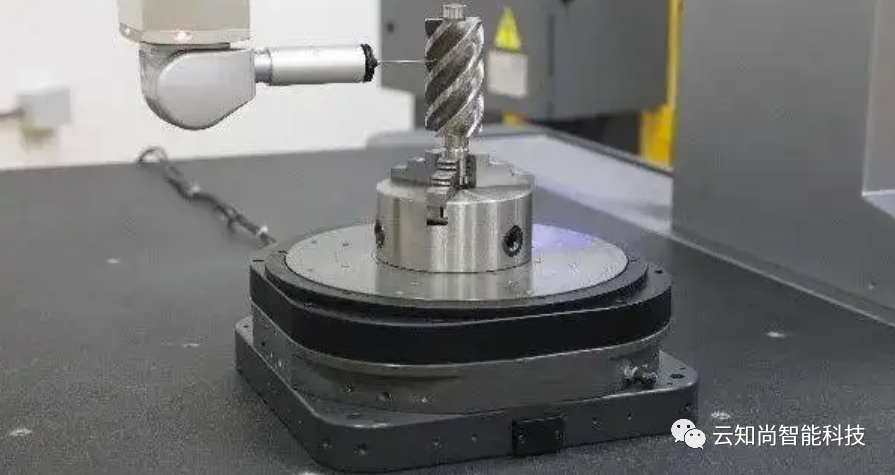
“误差补偿”是为了使得坐标测量机经济地达到更高的测量精度,人们不断发展的技术。要完全通过提高制作精度、严格控制环境条件与使用条件来实现高的测量精度,是很困难的。即使技术上可能,在经济上也要付出高昂的代价。为了经济地达到高的测量精度,误差补偿技术在三坐标测量机中得到了广泛的应用。
在坐标测量技术中,误差补偿的基本思路是,用精度更高的仪器或者样件,将坐标测量机的误差检测出来。在坐标测量机工作时,按检定的结果对误差进行修正。
按补偿的具体手段,补偿方式可分为软件补偿,硬件补偿。顾名思义,硬件补偿就是对坐标测量机的硬件,机构进行补偿;软件补偿则多在上位机软件,对系统的测量精度进行补偿。
硬件补偿
通过激光干涉仪等高精度的测量仪器和测量方法,测到工作台不是沿着直线运动时,可以通过刮研等加工方法,修正导轨,使得导轨沿着直线运动。这种方法就是属于硬件补偿。

手工刮研
在某些系统中,比如压电运动平台,在压电陶瓷上施加适当的电压,让与压电陶瓷相连接的气垫的位置发生变化,从而使得导轨和平台之间的气隙发生变化,工作台即可沿着要求的方向做直线运动,以消除偏摆和直线度运动误差,这种方法也被称为硬件补偿。

压电运动平台
软件补偿
在实际生产中,不对工作台运动轨迹作任何修正,而只是就它对测量结果的影响进行补偿,这种方法称为软件补偿,也常称为为计算机辅助提高精度(Computer Aided Accuracy)。
软件补偿方法最为简单,它不像硬件补偿的方法,存在执行机构的频响问题。因此应用最广。软件补偿不仅适用于三坐标测量机,也适用于数控机床。这时必须通过改变刀具与被加工件的相对位置,改变被加工件的尺寸,来达到提高加工精度的目的。为此,需将补偿信号加到控制软件中,将它与指令进给量合成,改变实际进给量。这种原理也可用于三坐标测量机中。有一些学者倾向于采用这种补偿方法,因为它让测头(或工件)按准确的轨迹运动。
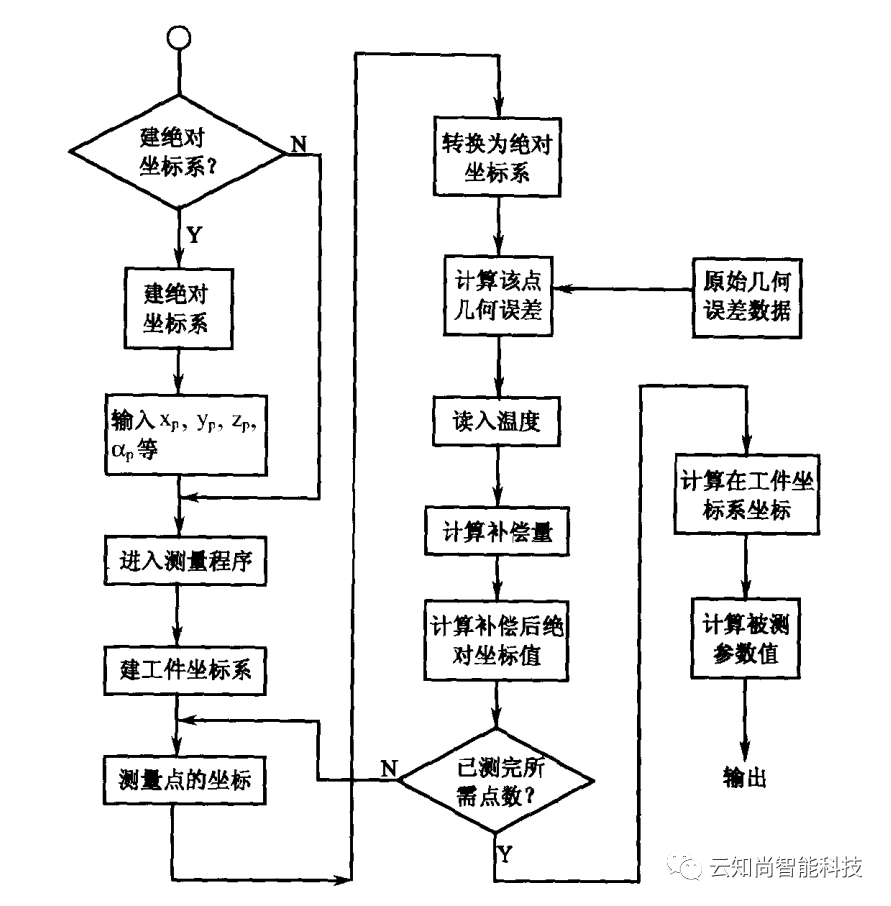
软件误差补偿流程
软件补偿也有局限性。它比较适用于“点”加工或“点”测量情况,即刀具或测头只在一个点上与被加工件或被测件接触的情况,例如车削或采用接触式测头探测。对于钻削,单靠对进给指令进行补偿就难以改变钻头的方向,打出的孔还是斜的。这时,比较理想的方案还是采用如上所说的伺服进给的方法。对三坐标测量机,也可能有类似情况。近年随着机器视觉的蓬勃发展,用面阵CCD摄像头或等高线的方法,进行大面积同时探测,也往往以伺服回转使测头转到准确的位置更为妥当。
复合式坐标测量
误差补偿与误差修正,误差分离
通常,我们认为误差补偿与误差修正是一个意思。在严格的条件下,根据测得的误差用返修的方法提高构件精度,才叫误差修正;而采用伺服进给或软件的方法,都叫误差补偿。 更多的学者认为,若有多个误差以不同的符号或相位同时作用,其影响相互抵消,称为误差补偿。典型的例子是角度测量中采用多头读数、多齿分度盘中各个齿距误差同时作用、用差分方法使共模干扰得以抵消。若靠人为引入某些附加措施(如伺服进给),用软件的方法修改测量数据,则属于误差修正。
误差分离(error separation)是误差补偿的常用方法之一。它是指存在几种不同类型的误差,如工件的圆度误差和轴系的回转运动误差,通过适当的组合测量和数据处理将它们分离出来。例如无锡苍翠科技公司的iRED回转误差检测仪,就是应用误差分离技术,将回转设备,如机床电主轴,径向误差中的总误差,TIR,同步误差,异步误差,通过误差分离技术分别计算呈现,同时达到纳米级的精度,给用户对自己的回转类设备更清晰的认识,提高设备的加工精度。
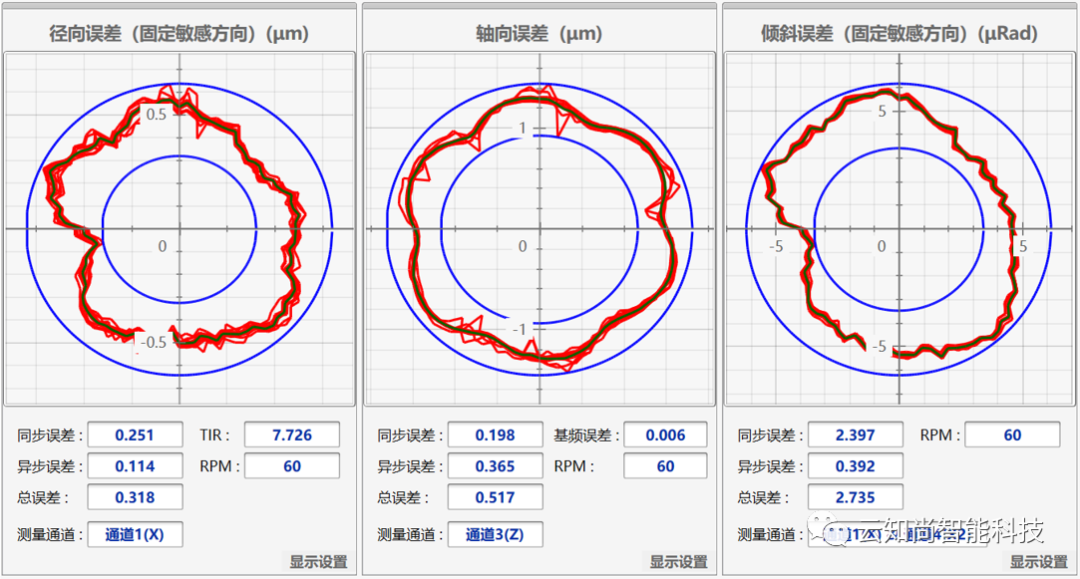
径向误差,轴向误差与倾斜误差
 扫一扫,关注公众号
扫一扫,关注公众号
工作时间:周一至周五 9:00-18:00
联系人:李经理
手机:13119121219/13609159224
邮件:yunzhisun@yunzhisun.com
地址:西安市西咸新区空港新城临空产业园北区3号楼三层
