纷繁复杂的各类坐标测量机中,如何进行正确的选型,有许多重要因素值得考虑,今天我们将和您一起来进行梳理。
坐标测量机无论是经典的三坐标测量机,还是定制的机型,通常都价格不菲。那么,在选择适合的机型的时候,需要用户结合自身需要多方面考量。本文中,我们将选择坐标测量机时候需要考虑的因素罗列出来,并对其中比较容易被忽视,或者对用户非常重要的因素做相应的解释。
项目 |
内容 |
硬件性能 |
Ø测量行程范围 Ø测量机的结构形式 Ø测量精度 Ø测量速度和效率 Ø测头的选择 |
软件性能 |
Ø编程方法 Ø操作界面 Ø数据输出格式 Ø数据评价方法 Ø软件接口 |
其他因素 |
Ø工件的夹持和固定方法 Ø环境因素 Ø培训和技术支持 Ø经济效益 |
测量行程范围选择
测量范围是选择测量机时的最基本参数。因为在测量范围内才能获得精确的测量值,超出了范围,测量就难于进行。选择测量范围时,应考虑以下几个方面
1) 工件的所需测量的部分,不一定是整个工件。如要测的部分集中在工件的某个局部,除了测量机的测量范围能覆盖被测参数之外,还要考虑整个工件能在测量机上安置,要求工件重量对测量精度不带来显著影响。为了把工件放入测量机中,应根据工件大小选择测量机。
2) Z轴与Z向空间高度的关系。Z轴行程是Z轴的测量范围,而Z向空间高度是工件能放得下的高度,故选择测量机时,这两项都应符合要求。
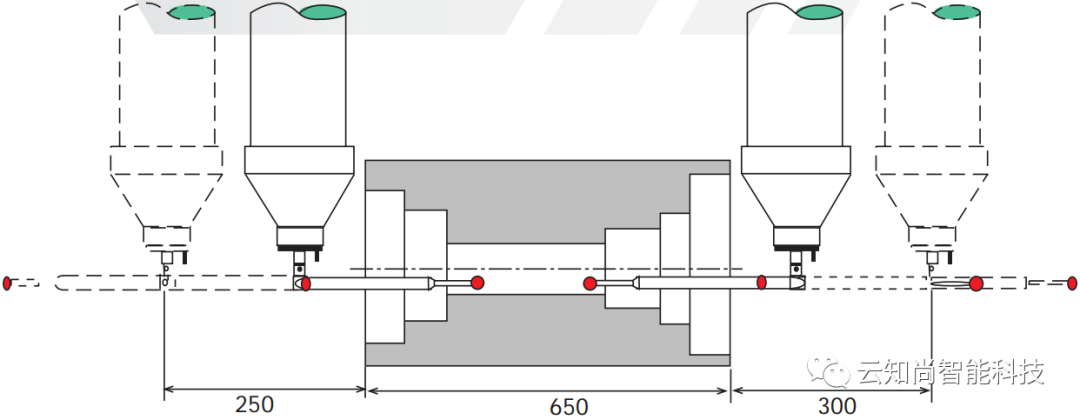
3) 接长测杆的问题。有的测头上有星形探针,这些探针在测量时往往要求超出工件的被测部分。如图所示,测量范围等于工件被测的最大尺寸再加上两倍的探针长度。
测量精度
坐标测量机以其高精度而适用于质量保证和过程控制等领域,选择适当精度的坐标测量机对用户来说是非常重要的。这样一方面不会因为精度选择过高而致使选购成本加大,同时也不会因为测量精度过低而影响对产品质量评定的水平。
一般可根据被测工件要求的检测精度与测量机给定的测量不确定度相比对,看测量机精度是否符合要求。精度比对不是一个简单的比较过程。测量机的技术规范中一般只给出单轴测长和空间测长的两个测量不确定度公式及重复精度值。但在具体测量工件时需要将被测参数的测量不确定度限制在一定范围内。一般测量时,要测量很多测点,在三点求圆即有这样情况。在形位测量时,更有大量测点参与并带来测量误差,精确计算是很难的。因此从经验出发,在一般测量中,测量不确定度应为被测工件尺寸公差带的1/5~1/3。例如某一被测箱体上二孔的孔距为500 mm,公差带为15 μm,则所选用的测量机在500 mm长度上的测量不确定度应不大于3 μm-5 μm。对于精密测量及复杂的形位测量要求还高,一般应为被测尺寸公差带的1/10~1/5。重要的是重复精度必须满足要求,因为系统误差还可以通过一定方法补偿,而重复精度应由测量机本身保证。
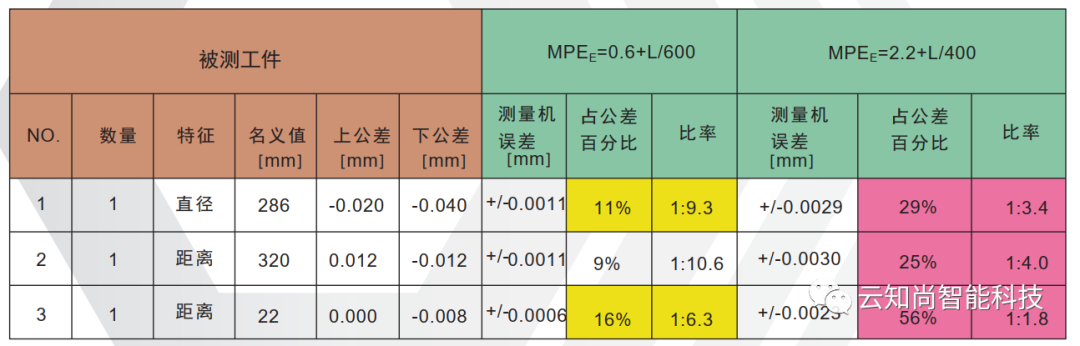
另外一个方法是,所有被测特征(距离、直径、形状和真实位置),连同其公差要求,都在一个表中列出。然后列出根据 ISO 10360 国际标准规定的测量机 MPEE 值、MPEP 值和 MPETHP 值,这样,就可以计算出相应的“公差与测量精度”比例参数。例如:在给定距离和直径情况下计算需要的MPEE 值,(请参见图 9.2),测量机与被测零件的精度的比例,视具体情况而定,一般在 1:3 到1:10 之间。
数据评价方法
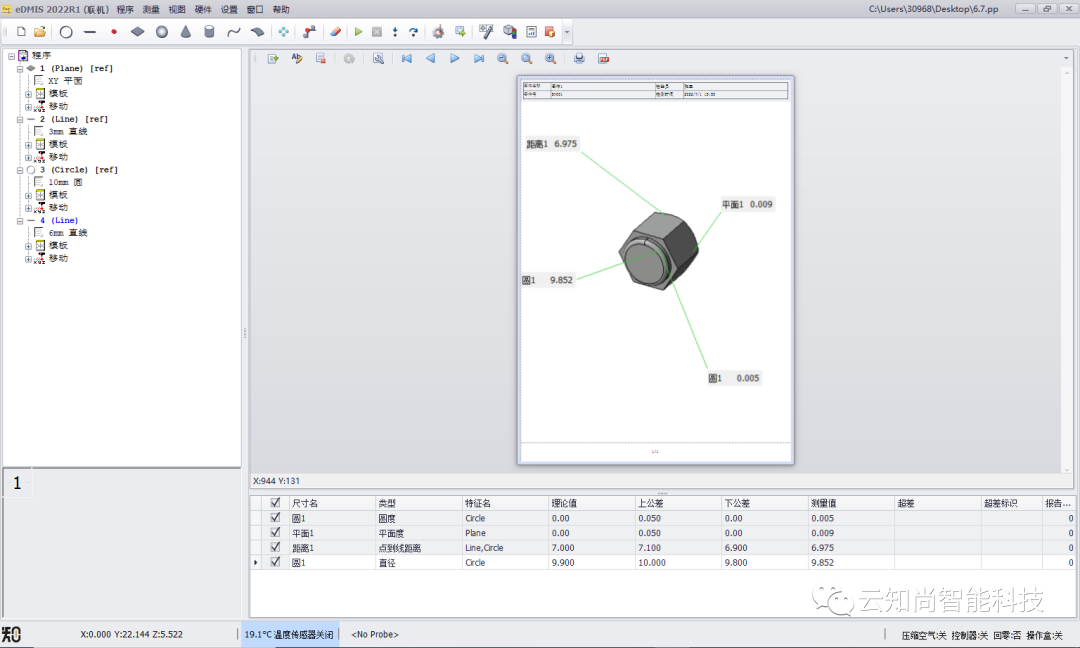
我们知道,坐标测量机主机所采集的是被测工作表面点的 X、Y、Z 向坐标值,而测量机用户所要了解的是具体孔的尺寸、基准的垂直度、被测特征间的相互关系和其他各种尺寸、位置信息等等,这样数据点的坐标必须要转化成为工件的几何信息。测量软件通过其内置的算法实现对工件几何信息的换算,并为用户提供了采用何种拟合技术的选择,还包括了关于复杂轮廓的评价和分析等等。
当测量机安装在生产线时,测量机检测的数据可输入到统计软件,经过对同一工序工件的多次测量,统计软件可计算出统计结果,通过分析来监控生产过程的稳定性。在最新的坐标测量机国际评定标准中,增加了有关软件评定的标准部分。目前在测量软件中,比较权威的是德国物理科学研究院(PTB)的软件认证。所以,选择的坐标测量机的数据评价方法,是否经过PTB认证,是一个重要因素。

经济效益
测量机作为检测仪器,测量机的经济效益是投资购买的一项重要指标。虽然它不像生产机床那样便于计算,也不如机床那样可以较快地收回成本并创造效益,但作为保证生产质量的手段和环节,检测仪器有着特殊的重要性。测量机的使用费用,主要取决于测量机的折旧费K、检测人员的工资G、测量所用的时间T、及辅助材料和设备等杂费Q,即测量总费用:
M=T(K+G) + Q
测量机效益的关键在于使用时间T。因此在考虑测量机资金的投入时,关键在于了解它的使用效率。如果使用效率高,则经济效益亦高。如果使用效率不很高,而又易于在当地解决测量问题,则应委托或协作检测。只付检测费,比购置一台测量机更经济。当然有的场所,测量对象极为精密,不适宜搬动,有的系军工保密件等,此时配置一台坐标测量机具有特殊性,也是必要的。
软件接口与数据格式
测量机测量数据的输出、基于 CAD 的零件检测程序编制以及逆向工程的要求,坐标测量机已经不再是一台孤立的检测设备,只有有效地与生产流程、CAD 系统进行结合,才能最大限度发挥测量机的效用。在这种情况下,要求测量机软件可兼容多种输入/输出格式。
测量机的输出是信息,信息只有在其被决策者理解才能有效。在这种情况下,直观的图形化用户报告是一个最好的选择,而且应当适合不同的用户,可以量身定制。
 扫一扫,关注公众号
扫一扫,关注公众号
工作时间:周一至周五 9:00-18:00
联系人:李经理
手机:13119121219/13609159224
邮件:yunzhisun@yunzhisun.com
地址:西安市西咸新区空港新城临空产业园北区3号楼三层
