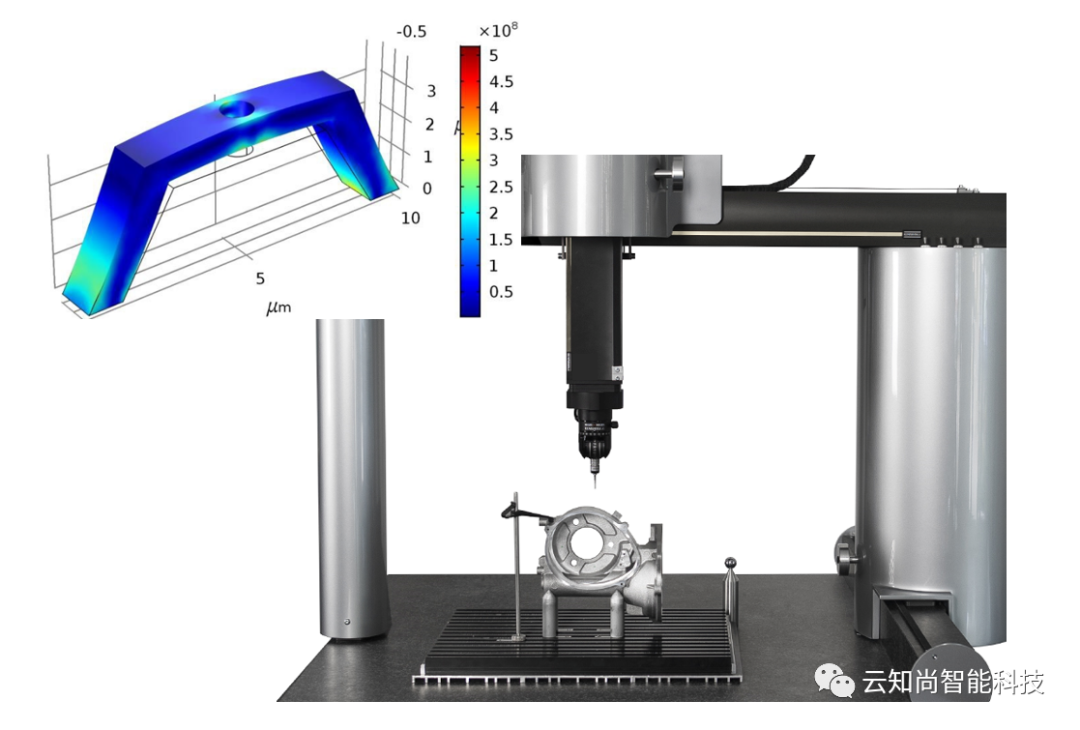
“温度误差”又称为热变形误差,是测量中带来测量不确定度的重要因素。被测物体的尺寸会随着温度变化而变化,测量仪器的性能和尺寸也会随着温度变化而变化。本文中,我们对于温度误差作用机理以及对应的处理办法,尝试进行分析和梳理。
在用测量仪器测量工件尺寸时,测量仪器的模型可用下面的图表示。它由仪器框架1、标尺2、测量臂3、测微表4与被测工件5组成。
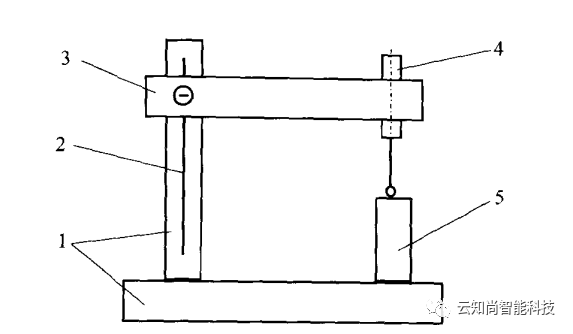
简单热变形
如果仪器的温度场均匀,且由具有相同的线膨胀系数的材料制成,那么仪器只产生简单的热变形,即框架1均匀地膨胀(或收缩)。由此产生的热误差等于工件5的热变形误差与标尺2热变形之差。测微表4的热误差可单独考虑。
如果仪器存在温度梯度,或者虽然各个部分温度相同,但仪器各部分线膨胀系数不一样,那么就会产生复杂变形,如下图所示。这时除了考虑由于被测件5与标尺2的热膨胀引起的误差外,还要考虑框架1弯曲变形引起的误差。它使得测量臂3与测微表4随之发生转动。这种情况我们称之为复杂热变形。
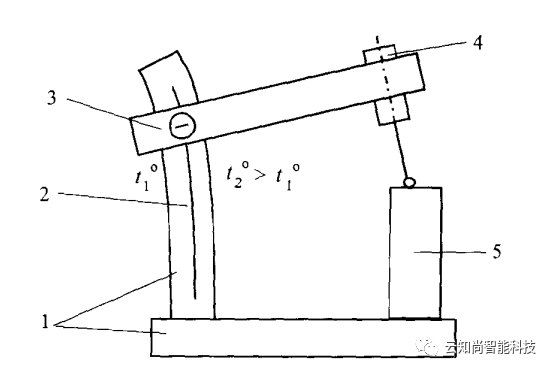
复杂热变形
温度误差的处理
-复杂热变形的处理
当测量机存在温度梯度,或者测量机各部分线膨胀系数不一样时,都会产生复杂变形。即除了均匀伸长或收缩外,还有弯曲或扭曲变形。复杂热变形带来的影响很复杂。例如上图中,框架的热弯曲变形会带来测量臂的倾侧。在这方面,它与由于几何误差而产生的角运动误差相似。这是就它对下一个部件的影响而言。但就框架本身来说,它不是整体作角运动,而是各个部分还有相对变形。
由于复杂热变形带来的误差比较复杂,也难精确计算、补偿,在测量机的设计和运行中应尽量避免复杂热变形。
在现代测量机中,由于结构性能方面的需要,常采用花岗石、合成材料、玻璃、铝等多种材料,这是导致复杂热变形的一个因素。 意大利SIP公司则坚持在他们生产的三坐标测量机中,主要构件都采用铁金属。此外,不同材料构件之间的连接,只要允许,尽可能只在一点连接,不使对热变形形成约束。
精密测量室不应有阳光照射,照明灯应远离测量机,调温送风也不应直接对着测量机。对于高精度测量机,除了整个测量室的恒温外,还常用一个隔温罩使它与外界隔离开来。人体也是一个重要热源,精密测量,不允许人体直接接近测量机,人在隔温罩外,通过计算机控制实施操作。被测件也可能是一个热源,被测件送入后,应在测量室内、隔温罩外先放置一段时间,使它的温度接近20℃,再移入罩内测量机上,均温一段时间后测量。
对测量机内部热源也应予以重视。摩擦是一个重要热源,精密测量机要尽可能避免或减小摩擦。测量光路的光源,应采用低热型的,在可能情况下,应将光源(如激光器)放置在隔温罩外部,光束通过棱镜或光纤引入。对于电气部分也一样,一些大功率器件应尽量放在罩外。

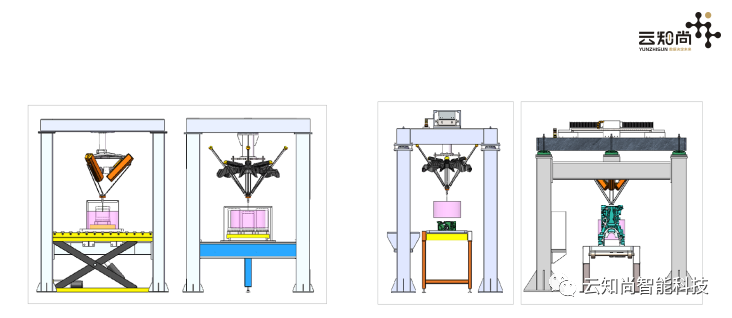
封闭式测量方式
温度补偿
从理论上讲,只要能够确定标尺和被测件的温度和线膨胀系数,就可以对热变形进行补偿。三坐标测量机厂家,也基本都做了温度补偿的软件功能。通过在每个轴上加装温度传感器,结合材料的线膨胀系数,对测量机进行温度补偿。如下图所示:


某三坐标软件温度补偿界面
但实际使用上,影响温度测定精度的主要因素有:①测温仪器本身的误差;②温度随时间变化的影响;③温度梯度的影响。在测量温度时,只能在标尺的某些点上测量。当标尺上各点温度不一样时,显然不能引入完善的修正。测量工件温度时,测得的是工件表面的温度,而工件的热变形是由它的体平均温度决定的。因此,从提高温度测量精度看,也要求温度随时间的变化小与空间梯度小。
线膨胀系数的测定就更困难。例如,手册中给出的钢的线膨胀系数为11.5×10e-6/℃。但单个钢件的实际线膨胀系数随它的成分与内部结构可有±2×10e-6/℃的变化。标尺的线膨胀系数也与它固结情况有关。如果标尺同时在两端固结在标尺架或机器框架上,那么它的线膨胀系数同时受标尺本身、标尺架和机器框架的线膨胀系数的影响,需要在将标尺安装到测量机后再对它进行实际测定。测量机误差与标尺温度误差的测量不确定度都影响标尺线膨胀系数的测定精度。
另外测量机的测量软件本身,是否有足够智能来进行温度补偿,也需要考虑。测量过程中需要做坐标系平移,加入温度补偿后的补偿值是否做了有效处理,是不是因为温度补偿而额外引入了误差,都是非常值得考虑的因素。
有效解决方案
温度误差产生的原因多样,作用机理复杂。要完全有效避免和解决温度误差,是非常困难的。但是在实际生产中,我们还是有不少手段可以作为补充:
1)在三坐标上加装温湿度监控模块,将测量时的温度湿度信息,添加到测量报告里面,让测量人员能够判断哪些误差可能是因为温度问题引起的。此类产品比如云知尚的TH-Monitor,为三坐标安装温湿度检测传感器,并将数据实时发送至电脑桌面,可同时送入测报告。
2)对于车间或者在线型的测量需求,考虑采用比对法作为测量手段。比对仪利用“特征比对”原理来应对工厂车间的温度变化。标准件无需高价购买或专门定制,用户可以简单选用某个生产件,然后对其进行测量。标准件的测量方法有多种,包括在温控环境下使用经校准的坐标测量机 (CMM) 来测量。该测量可确立标准件相对于CAD或图纸标称值的变化。利用“特征比对”,用户可以轻松获得标准件的测量数据并为每个特征的尺寸、位置或方向输入补偿值。
比对测量仪
3)加强测量室管理,不要有多余人员停留。机房要有保温措施,减少温度散失,避免阳光照射。在温度接近标准温度时间时进行测量。电气设备,计算机等热源应与测量机保持一定的距离。
 扫一扫,关注公众号
扫一扫,关注公众号
工作时间:周一至周五 9:00-18:00
联系人:李经理
手机:13119121219/13609159224
邮件:yunzhisun@yunzhisun.com
地址:西安市西咸新区空港新城临空产业园北区3号楼三层
